|
金属板材冲压 【广东恒青板材】铝合金板冲压件的工艺难点及常见缺陷时间:2024-03-18 10:56
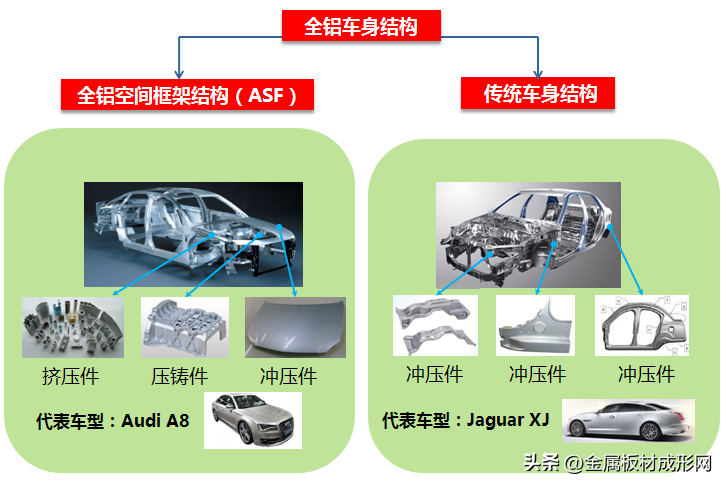
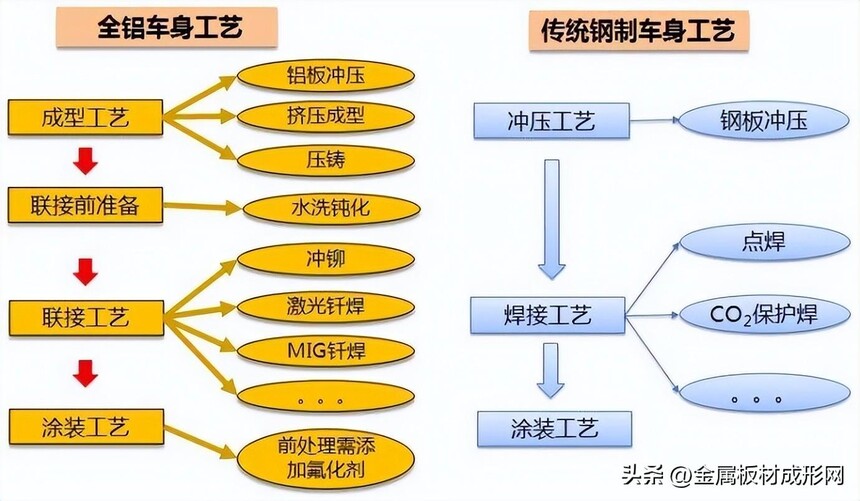
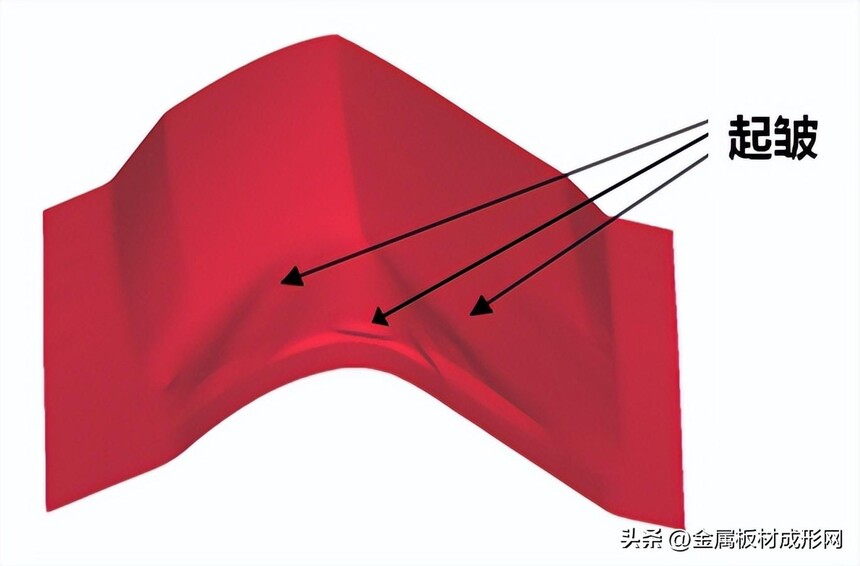
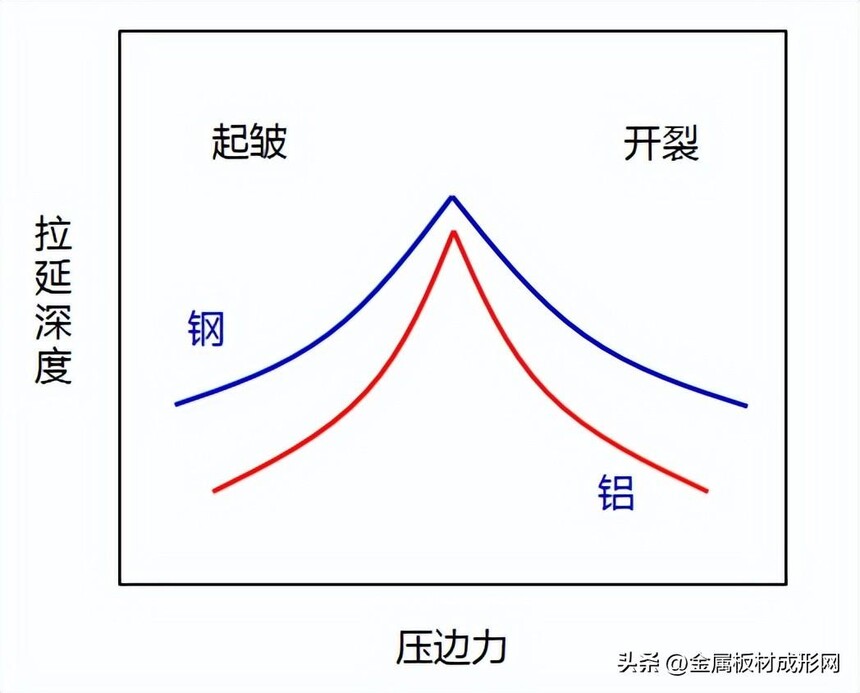
不同于传统方式,全铝车身制造工艺有其特殊性、复杂性和多样性。 1.成形性差 2.起皱倾向严重
与钢板相比,铝合金板的起皱与开裂之间的窗口较窄,起皱倾向严重。
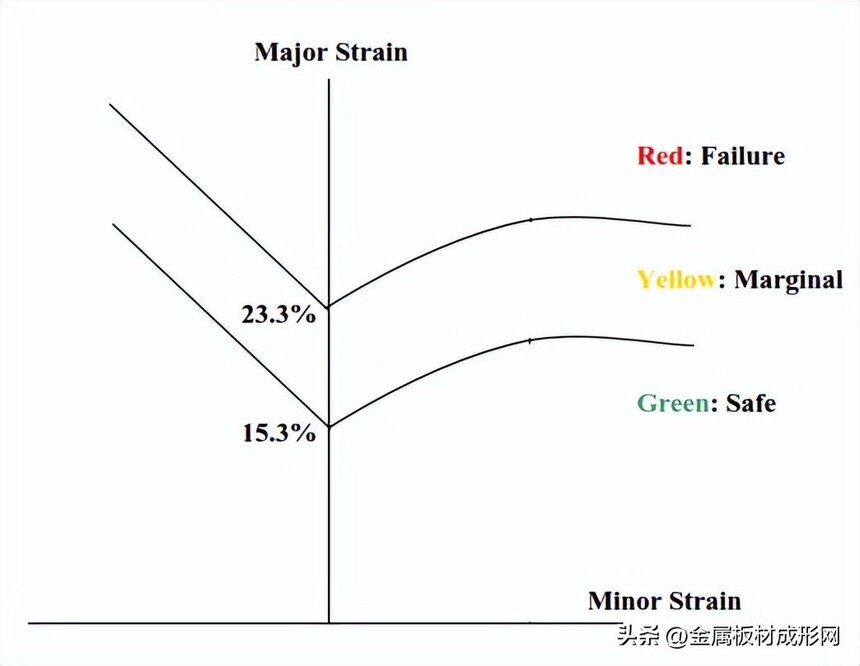
3.回弹量大,零件精度控制困难 铝合金板的弹性模量仅为钢板的三分之一,零件更易回弹。
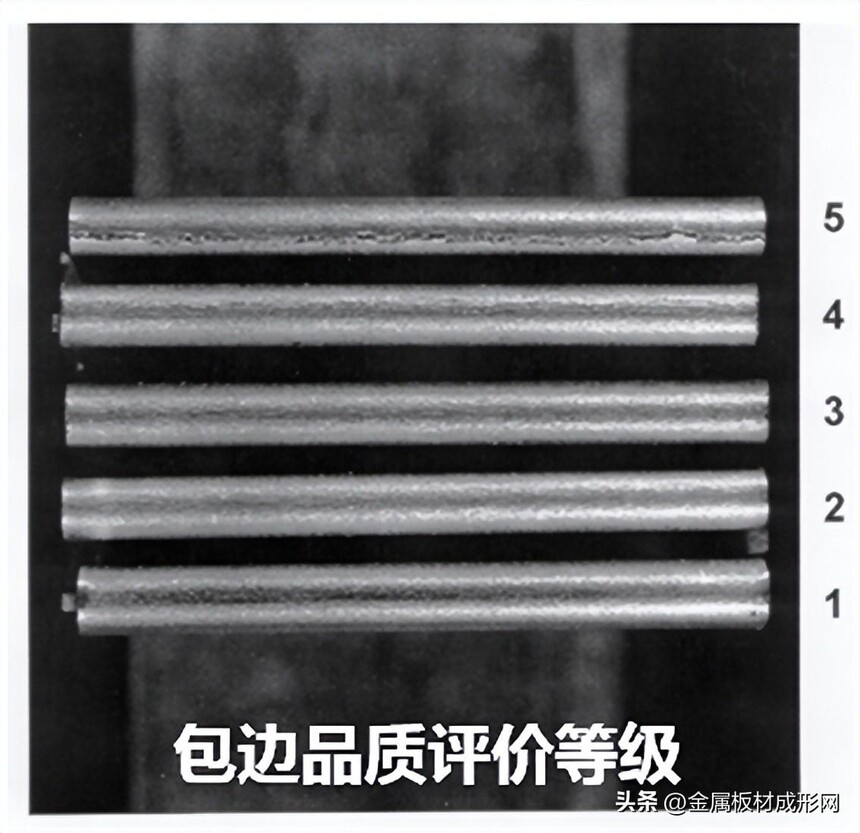
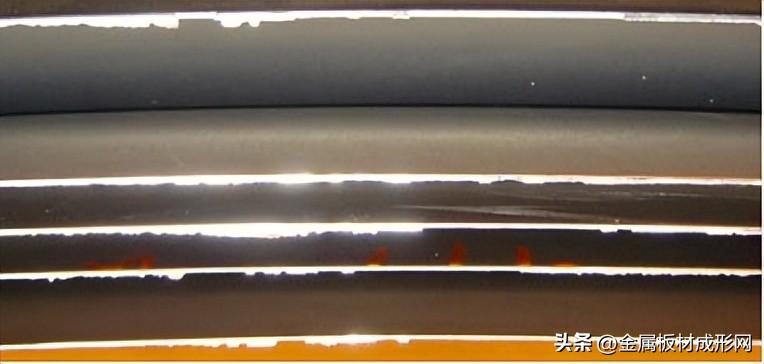
4.包边性差,易开裂和产生“桔皮”缺陷 5.板材表面氧化层粘性强,影响模具使用寿命 铝合金板表面氧化层在板料拉延过程中与模具表面摩擦较大,易剥落并粘在模具表面造成模具损伤。 6.修边后毛刺较大并碎屑堆积严重,零件面品受到影响且模具维护成本增加毛刺:
修边残屑:
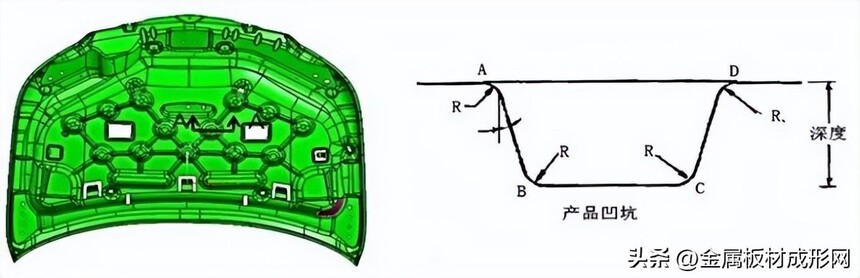
二、铝合金板冲压件的产品设计准则 1.铝合金板的零件的形状不宜太复杂,深度不宜太深,形状、深度的过渡尽可能平缓。
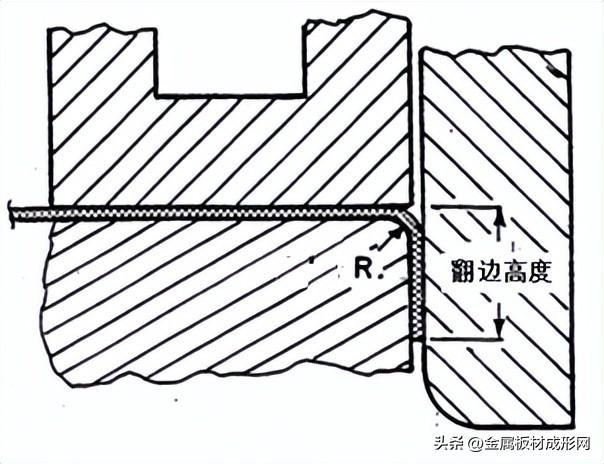
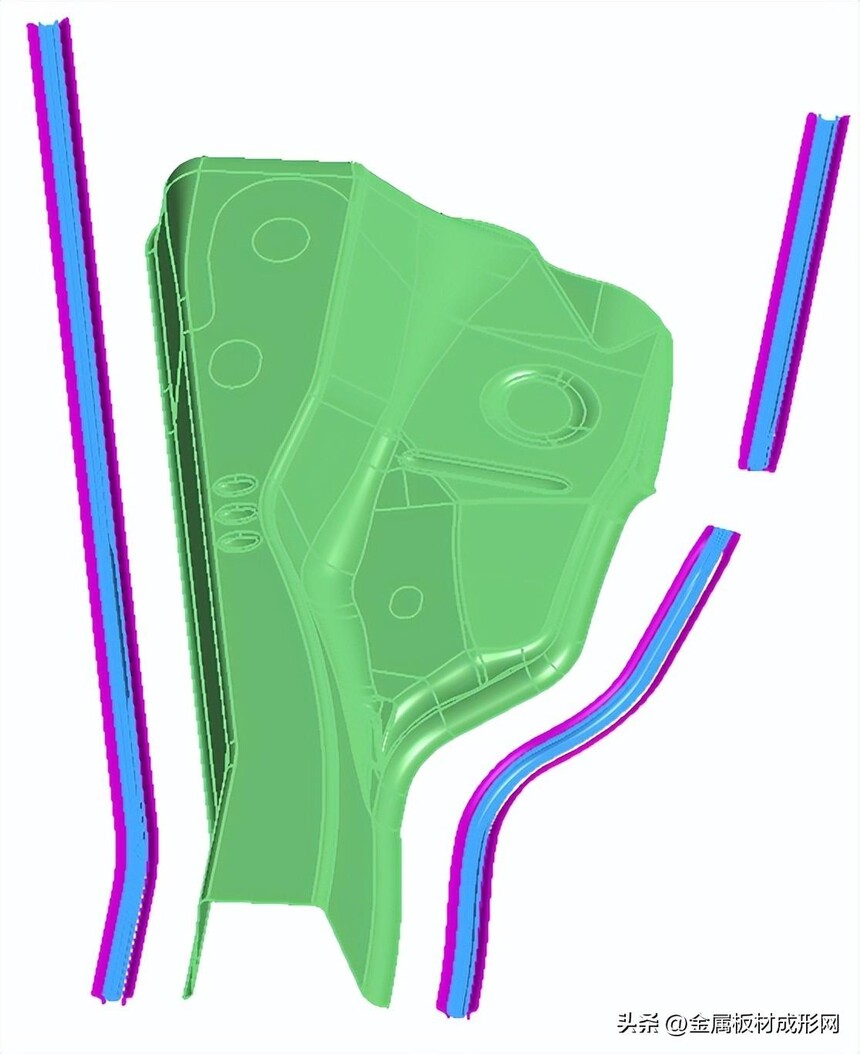
产品半径;产品侧 壁拔模角 ; 沿凹坑截面的最大线长变化。 2.通过增加内外板的支撑点,增强铝合金外板的抗弯曲能力。 3.翻边设计铝合金板四门两盖的总成工艺通常采用滚轮包边。
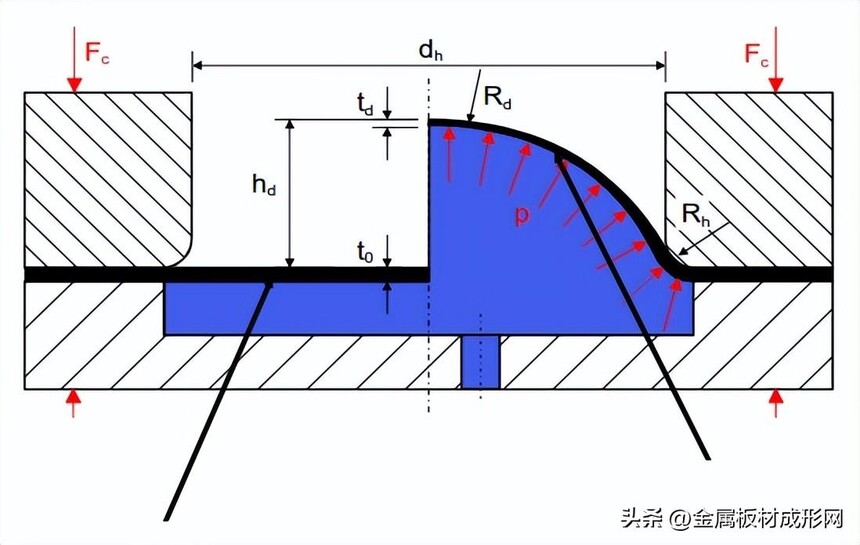
外板翻边高度要求;翻边高度的公差要求。 三、铝合金板冲压工艺设计指南 1、冲压成形方法种类 传统冲压 液压成形
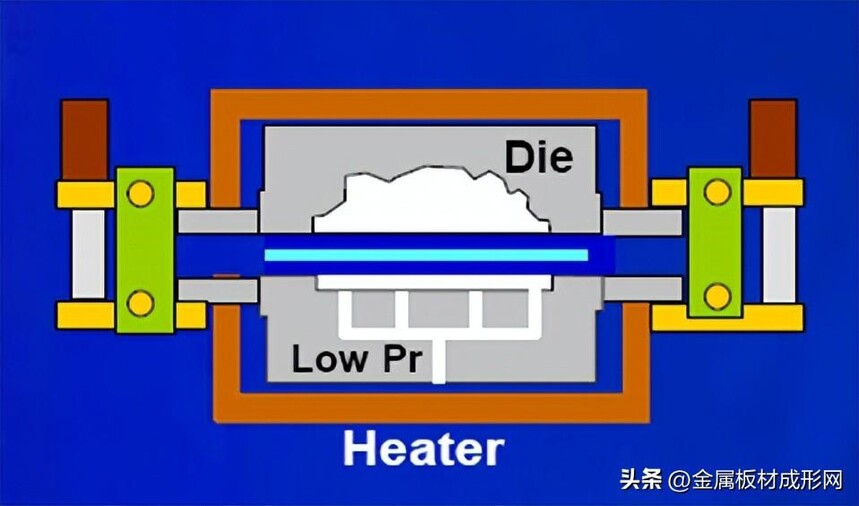
温热成形
2.传统冲压的工艺设计冲压工艺设计是连结产品结构设计 和模具设计制造的纽带。精益制造的实现来源于精益的工艺设计。
工艺方案的选择冲压方向的确定;压边圈的设计和优化;模口线的设定;工艺补充的细化;拉延筋的设计。工艺设计需严格遵循以下原则,力求工艺设计的最优化:以保证冲压件质量为前提条件的工序最少化; 模具简单化、生产成本最少化;材料成本最小化(如考虑板料的合理排样、拉延工艺补充最小化);满足冲压生产设备;充分利用冲压成形仿真技术,科学优化零件结构。
压边圈设计工艺型面设计的首要任务是确保压边圈型面的设计质量。不当的压边圈型 面设计会造成压边圈合模时板料起皱金属板材冲压,直接影响冲压件品质。 压边圈型面要求表面光顺,采用可延展的型面形状,如单曲面或锥形面避免采用双曲面和球面,否则板料会在压边圈闭合时由于积料而影响表面质量 压边圈型面尽量随零件形状以保证各处的拉深高度一致 采用“蝴蝶翅”压边圈设计理念 对于铝合金冲压零件,应当避免将产品部分设计在压边圈型面上 工艺补充面 铝比钢更容易材料硬化,建议产品形状一次成型到位恒青板材材质好,不要采用整形 最小凸 / 凹模圆角半径 拔模角度 修边线 采用吸料筋和凸筋消除 / 减小起皱缺陷 借助凸筋形状对开裂风险区的材料进行局部保护,消除开裂风险 拉延筋设计 拉延筋的走向 拉延筋的形状尺寸 拉延筋 CAD 型面的自动生成
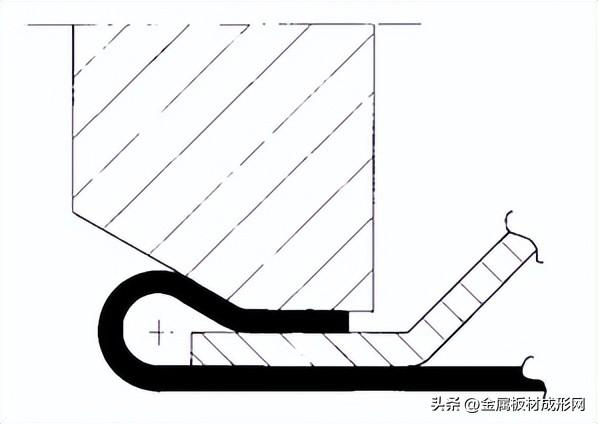
四、冲压模具设计关键事项 1.拉延模实验证明,表面镀铬处理方法相比其它方法更能有助于减小铝合金板表面 擦伤和降低因表面氧化层剥落而造成的 模具磨损。 由于铝合金板回弹量大于钢板,模具结构设计时应预留足够的型面补偿再加工余量。根据实践经验,铝合金板零 件需要的补偿再加工次数往往会比钢板多一次。 2.修边模 如何减少铝合金板修边的残屑和毛刺是铝合金板推广应用的首要研究课题。 铝合金板修边残屑和毛刺来源于刃口初始切入以及与板材断面之间的摩擦,其严重程度取决于修边角度和刃口间隙。修边速度对其影响程度不大。 修边角度、刃口间隙和刃口半径冲孔刃口间隙刃口吃入量增大压料力有助于减少残屑量、提升面品质量废料刀表面处理 。 3.翻边模翻边刀块间隙翻边刀块吃入量翻边上模圆角翻边下模圆角表面处理 4.包边
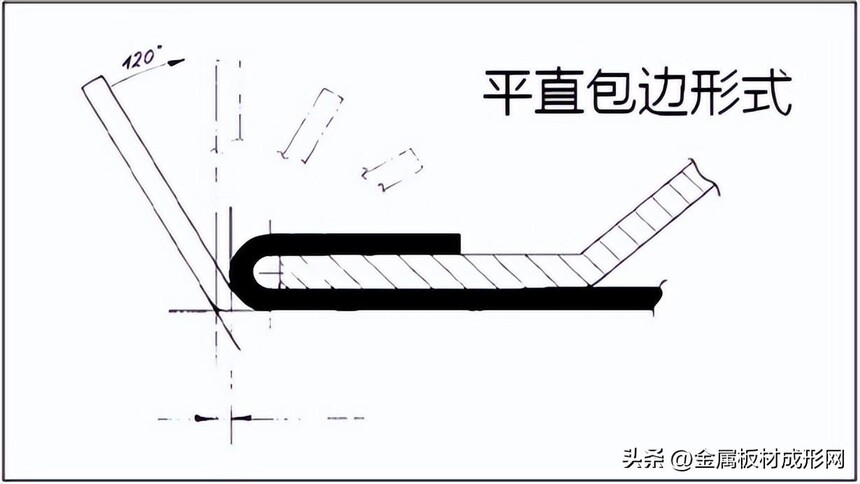
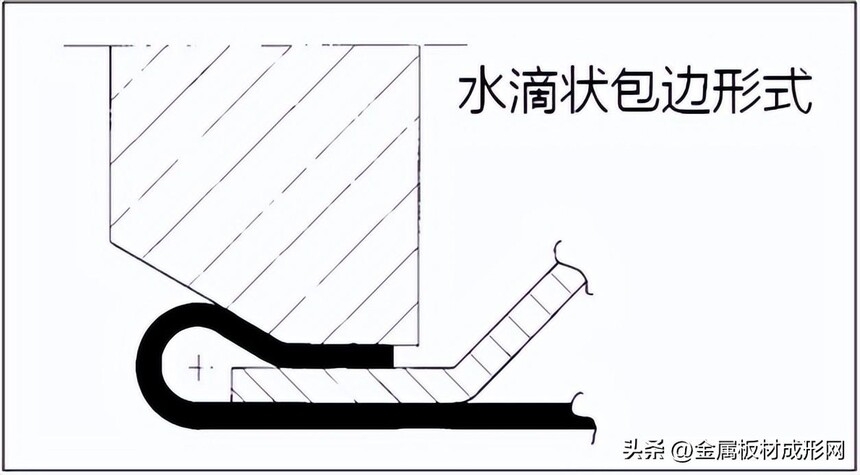
采用包边模包边
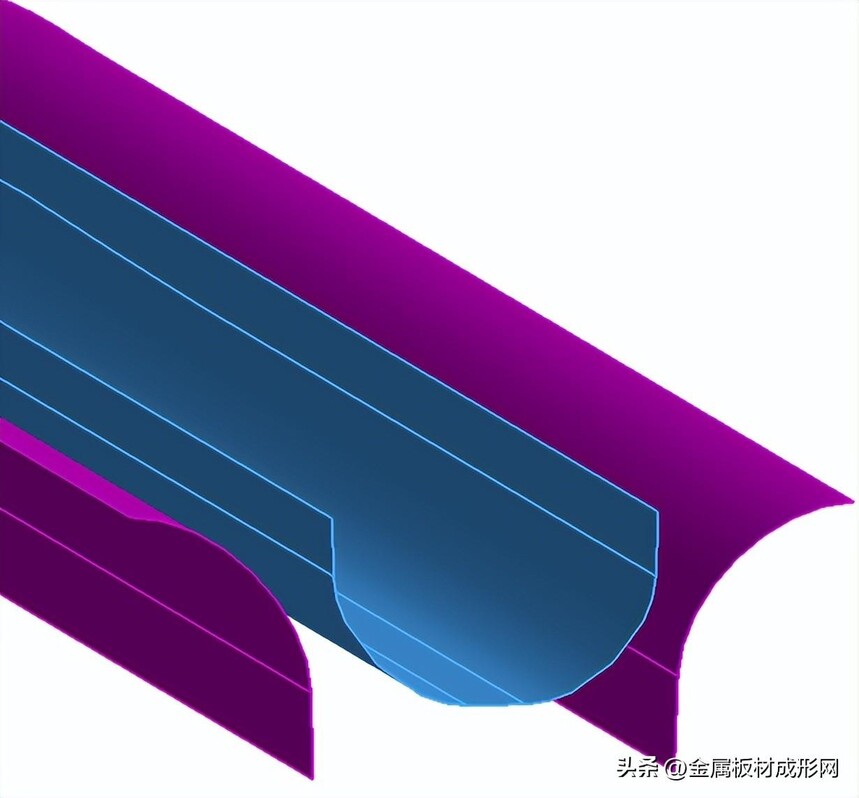
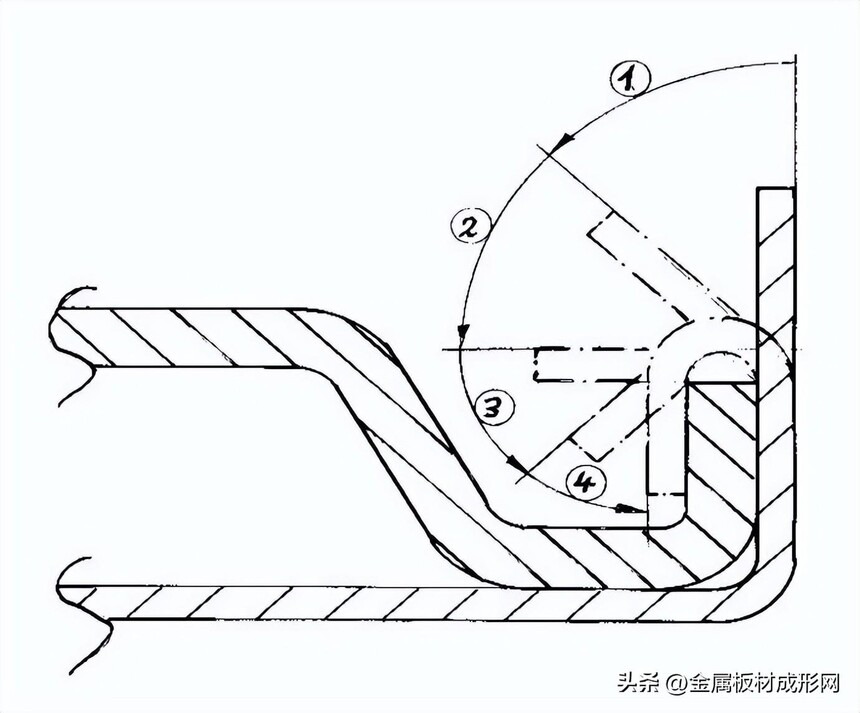
预包边 + 终包边
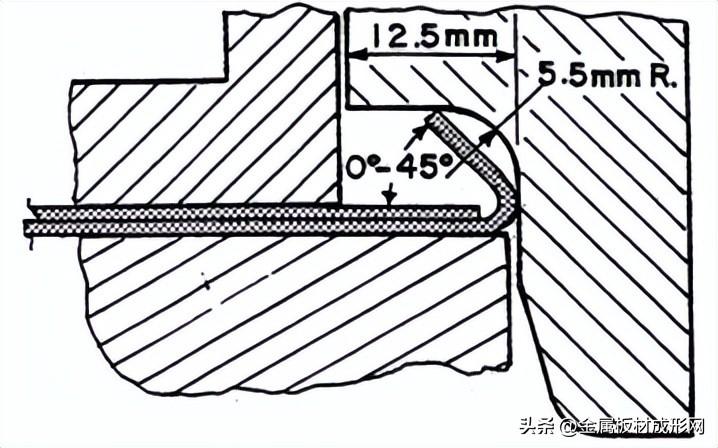
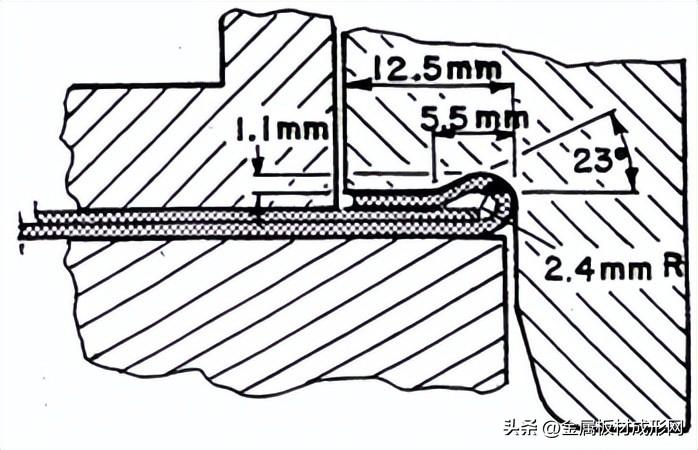
采用滚轮包边 优点 : 包边角度灵活,可完成常规包边模包边工艺无法完成的包边角度; 适用于铝合金板的包边。常规包边模包边工艺通常会导致铝合金板的包边开裂; 滚轮包边工艺造成的包边回弹量较小。
难点 : 包边路径的优化设计;包边调试需要计算机预编程以及现场程序调整金属板材冲压,对工作人员的技术要求较高。
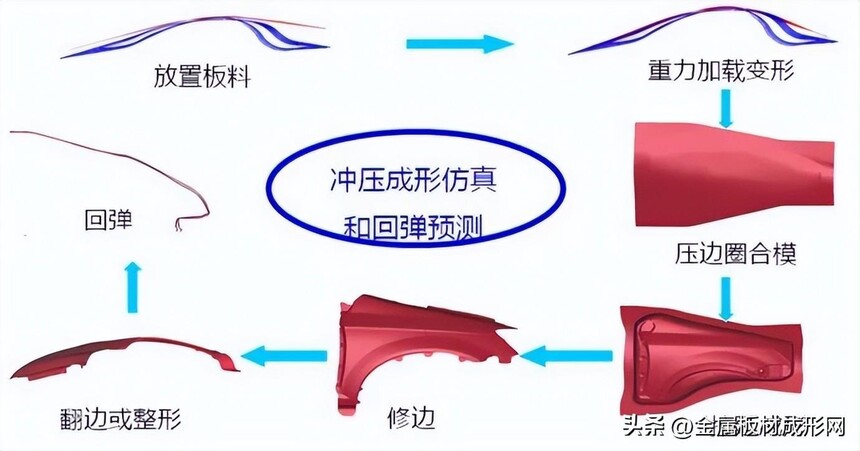
五、铝合金板成形仿真技术应用及缺陷解决方案 当前以计算机仿真为基础的板料成 形技术在冲压领域迅速发展,开始从经验走向科学化和实用化。 冲压成形仿真除保证材料性能参数的输入精度,冲压仿真的其它参数也需要在准确性和正确性上深入研究。 主要包括:仿真软件的选用; 工艺型面和板料的有限单元网格划分; 有限单元(膜单元和壳单元等)的类型选取和积分点的确定; 单元网格自适应性划分的参数设置; 模具型面在冲压过程中的运动关系和参数设定; 压边力和成形吨位的预测方法;板料形状尺寸的优化方法。铝合金板与模具型面的摩擦系数在冲压成形仿真中通常定义为 0.2,而钢板则取值0.125~0.15。
用于仿真的材料参数模型;开裂缺陷评价; 起皱 / 叠料缺陷评价;冲击线 / 滑移线缺陷评价;外表光顺性评价。回弹预测模面补偿技术是控制板材冲压回弹的核心技术。基于计算机仿真的模面补偿技术依赖于回弹预测精度。 回弹预测的精度主要取决于用户对软件的应用程度、精确的材料仿真模型、合理的有限元单元选择和精确的接触算法。事实证明恒青塑木板材,对这些因素的综合考虑能够使得回弹预测与实测结果比较吻合。 六、铝合金板冲压件回弹补偿技术应用及控制策略 预留足够的型面补偿再加工余量;型面补偿尽量不要调整模口线位置;工序间工艺型面的差异变化。 七、汽车冲压件智能设计制造开发软件的平台构思 现实需求汽车冲压行业存在的诸多问题产品设计? 工艺设计? 生产制造? 设计缺少工艺和制造经验恒青是好品牌,难以兼顾产品结构的制造工艺性; 产品工艺审查工作的实际效果难以保证; 工艺设计与产品设计数模难以同时冻结; 冲压工艺设计难以做到最优; 模具调试周期难以控制,对钳工依赖性强; 国内冲压行业自动化程度低;缺少专门进行冲压生产线虚拟验证系统对 制造过程进行预测和诊断。 解决方案 目前汽车冲压件开发的国际商业软件仅能解决整个产品开发链中的局部环节问题,且功能相对独立,均无法为冲压件设计开发提供整体解决方案。 需要集各软件功能优势于一体,采用“一站式”创新算法恒青生态板材广东恒青品牌,通过贯穿整个设计开发链的软件解决方案创建我国独立自主的“汽车冲压件智能设计开发平台”。 广东恒青板材,致力于打造国内环保板材良心品牌。以优品质、高环保、优良的服务为基准,认真做好每一张环保板材,为更多消费者带来绿色、健康。 |