|
金属板材冲压 一文带你正确使用工业机器人的冲压工艺时间:2024-03-18 20:53 在现代制造业中恒青板材环保,工业机器人已经成为提高生产效率,减少人工劳动强度的重要工具。它们在各种行业中广泛应用,例如汽车制造、电子产品制造和金属制品制造等。其中,在冲压工艺中,工业机器人的使用越来越普遍。 在制造业中,冲压是一项关键的生产过程。它涉及到将金属板材通过冲压或压力成型转变成需要的形状或尺寸。传统上,这个过程是由人工进行的,但随着工业4.0的到来,机器人已经开始接管这项任务。 使用工业机器人进行冲压有哪些优势? 1. 提高生产效率:机器人可以连续不断地工作,不需要休息,不受疲劳影响。相比人工操作,其速度更快,效率更高。 2. 减少错误:机器人在执行任务时,其精确度和重复性都能达到很高的标准。这意味着错误的几率会大大减少,产品质量得到保证。 3. 提高安全性:冲压过程中可能会产生飞溅的金属碎片,这对操作人员构成危险。机器人的使用可以将人员从危险环境中移出。 4. 节省空间:机器人的设计可以使它们在相对较小的空间内工作,这可以帮助节省宝贵的工厂空间。 而为了能够让工业机器人的使用更加得心应手,一般在工业机器人的控制系统中,会内置一套冲压工艺包,这是一种特定的应用程序,由特定的工具、模板和程序组成,用于将工业机器人用于冲压生产线。工业机器人的冲压工艺包为制造商提供一种方便,可以快速部署和优化冲压生产线的工具。这些工艺包包含了所有冲压工艺所需要的编程元素,都是为了实现更高效、更精确的冲压操作,同时最大限度地减少错误和故障。 一套冲压工艺的使用包括以下步骤: 第一步:工艺开启 开启工艺流程: ①停止档->参数设定->工艺设定->工艺类型->冲压,如图:
②停止档->参数设定->通讯配置->can 设定->用途->联机
③设定连接内的各冲压参数,详细参数说明参照如下说明。 以上设定后,关电重启,验证如下图: 第二步:工艺信号 ①如下图,圈内 IO为工艺占用,不可做其他使用。 注意事项:冲床原点 1,在不接线时金属板材冲压恒青防火板材,手动或在自动下,会报原点断报警,冲床原点 2 在使用了冲床 2 时,他也会自动检测原点状态,正常时,需接通,启动冲床时,根据手动输出信号,并断开相对应 IO 做检测。
②使用冲压工艺后,M010-M015 为指令占用,不可开放用户使用,系统内部处理使用;开放通讯使用为M110-M147 为用户使用,并根据定义使用,正常通讯后,如:下机给出上机接收信息,当信号通时,上机对应信号机也应 通为正常,如下图:
③IO定义注解:
④冲压工艺包接线定义注解:
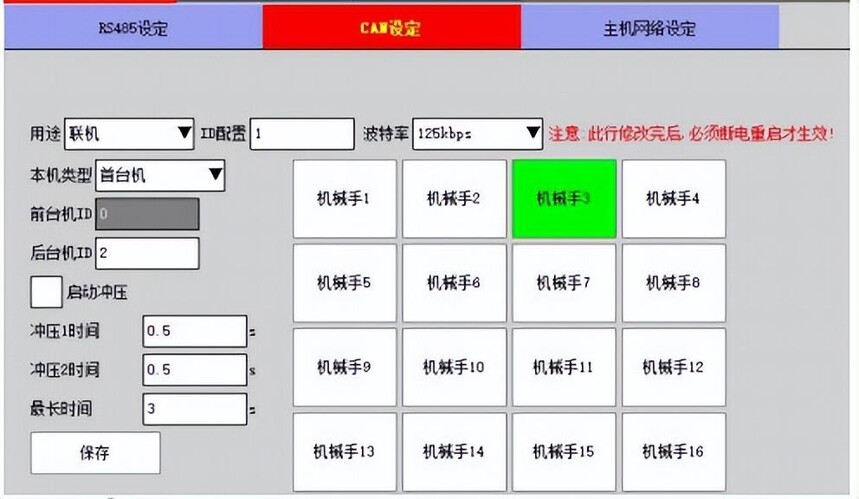
第三步:冲压工艺参数设置 ①停止档->参数设定->通讯配置->can 设定->用途->联机,进入联机参数页面设置,如图:
ID 配置:联机时设定 ID,设置主机(首机)默认为 1,依次从机 2,从机 3......直到最 后尾机(最后一台),从机 是根据作业工序分配 ID 设置的,ID 分配范围 1 至 16(工序),保存有效; 通信率:Can 联机使用波特率,主机、从机必须设置一样。具体设置选定请以实际为准,建议 设定:500kbps。通信率 修改,需断电重启有效; 本机类型:可设定 3 个类型:首台机、中间机、尾台机 ,根据实际分配设置。 注意事项:参数设定,确认保存有效恒青是品牌,首机即主机,中间机即从机除尾机外统称中间机,尾机即末机。 前台机 ID 和后台机 ID 设置:按机台工序顺序分配的 ID,如:本机为从机 ID 为 2,那么前机台 ID 即为 1,后台机 ID 即为 3,如果时首机, 那么后台机即为 2,如果是尾机时,只设前机即可,(前台机 ID 为本机 ID-1,后台机 ID 为本机 ID+1,首尾机除外)保存有效。 选定机械手:多机联机时,主机选中所有从机机械手,如:机械手 1,机械手 2等等。 注意:选中的为分配到的联机 ID,ID 分配范围 1 至 16),此设置联机时必须正常设置正确。 启动冲压 : 可选择:不选(不勾选)和勾选;勾选时,动作放料完成,放料冲压,放料冲压2 工艺指令将输出绑定的 IO (冲床 1 控制 Y24金属板材冲压,冲床 2 控制 Y25)信号和检测相关 IO(冲床 1 控制X24,冲床 2 控制 X25)通断。不勾选 不输出,也不检测相关 IO。 注意事项:参数设定,确认保存有效。 冲压 1 时间: 即冲床 1 控制输出时间,设置范围:参考手动正常冲压一周期时间的 3/4 时 间即可,具体请以实际设定为 准,如:正常手动冲压时间为 1.5 秒完成,那么设置的冲压时间为大于 1.1秒以上为正常冲压时间。 注意事项:由于工艺原因,冲压时间可能不会统一一样,具体请以实际为准;油压机需设正常下压到底时间多一点即可;有返回控制的还需改机油压机,机器人控制的信号是时宽脉冲信号输出。 冲压 2 时间 :即冲床 2 控制输出时间,设置范围:设定参考冲压 1 时间设定。 注意事项:参数设定,确认保存有效。 最长时间:即最长冲压时间,一般设定大于正常冲压时间的 1.25 倍即可,具体请以实际需要设定为准,其是检测冲压时是否正常的标准,如:正常冲压时间为 1 秒,最长时间设定为 1.5 秒,即当输出冲压控制信号后,即检 测冲压上死点信号变化(通>断>通)间的时间,是否超出最长时间,如果此时从通到断,再到通间,在设 定的最长时间内未检测到此变化或异常时,系统将会报:等待冲床原点开超时(冲压输出控制点或设定输 出异常)或等待冲床原点关超时(冲床冲压异常或检测信号异常)。 ②手动档->手动操作->冲压安全位,进入冲压安全区设定:
第四步:冲压工艺安全区 设置分两部分,一个世界限定,一个 X 关节限定(角位),每个限定下又分取料安全点,放料安全点,具体设置如下: ① X 世界限定: 取料安全点:此限定要参考取料待机,取料完成两个工艺指令位置,点位世界置应在的 X 方向(驱控是X 方向,单板是 Y 方向)限制内,设置值应大于点位。注意:世界为负值时,应小于世界点位置。 放料安全点:此限定要参考放料待机,放料完成两个位置指令,点位世界置应在的 X 方向(驱控是 X 方向,单板是 Y 方向)限制内,设置值应大于点位。注意:世界为负值时,应小于世界点位置。 ② J1 关节限定 取料安全点:此限定要参考取料待机,取料完成两个工艺指令位置,点位转换关节位置恒青防火板材,查看 J1 轴(驱控是 J1 方向,单板是 J1 方向)限制内,设置值应大于关节点位。注意:关节为负值时,应小于关节点位置。 放料安全点:此限定要参考取料待机,取料完成两个工艺指令位置,点位转换关节位置,查看 J1 轴(驱控是 J1 方向,单板是 J1 方向)限制内,设置值应大于关节点位。注意:关节为负值时,应小于关节点位置。
如上图,详细说明: A. 以上阴影部分为安全区,待机取料,取料完成,行寺机放料,放料完成(放料冲压,放料冲压 2)指令停留必须设置位置在安全区内(建议留有一定间隔间距),否则运行将报警。 B. 在待机取料时,如果此时在安全区外,将影响上不机放料或冲压,只有允许取料时才能出安全区进行取料动作。 C. 在待机放料时,如果此时在安全 X 外,将影响下不机取料广东恒青木业,只有允许放料时才能出安全区进行放料动作。 D. 取料完成时,如果不在安全区内,将报警不在安全区内。 E. 放料完成、放料冲压、放料冲压 2,如果不在安仝区内,将报警无法冲压。 F. 如果机器人不在安全区内启动机器人,机器人将报警非安全区启动。 此外,由于篇幅原因,还有冲压工艺的指令说明、冲压工艺单机/联机操作流程等的说明,在这里就不一一细述,有机会在微头条为大家补充,欢迎关注我,分享更多的工业机器人知识。 总的来说,工业机器人在冲压工艺中的应用,不仅可以提高生产效率,还能保证产品的质量,保护员工的安全,并节省工厂空间。随着技术的发展,我们可以期待工业机器人在未来的制造业中扮演更重要的角色。 ??? 码字不易,点个赞再走吧~ 广东恒青板材,致力于打造国内环保板材良心品牌。以优品质、高环保、优良的服务为基准,认真做好每一张环保板材,为更多消费者带来绿色、健康。 |